● 優異的開環矢量控制性能,精度高、出力大;
● 精準的參數自學習,高穩速精度,雕銑材料光面度及平滑度高;
● 高可靠性,全密封設計,可很好的適應現場惡劣的環境;
行業概述
1機床簡介及分類

機床:是指制造機器的機器,也稱工作母機或工具機,習慣上簡稱機床。
分類:一般分為金屬切削機床、鍛壓機床和木工機床等。現代機械制造中加工機械零件的方法很多,除切削加工外,還有鑄造、鍛造、焊接、沖壓、擠壓等,但凡屬精度要求較高和表面粗糙要求加工成較細的零件,一般都需要在機床上用切削的方法進行最終加工。
金屬切削機床包括:車床、磨床、刨床、鉆床、雕銑機、加工中心、機床高速主軸等等。
數控機床是一種裝有程序控制系統的自動化機床,其較好地解決了復雜、精密、小批量、多品種的零件加工問題,是一種柔性的、高效能的自動化機床,代表了現代機床控制技術的發展方向,是一種典型的機電一體化產品。后面我們一般遇到的都是數控類機床變頻應用。
2機床高速主軸工藝需求和指標
2.1、機床主軸:
電主軸是將機床主軸與主軸電機融為一體的新技術,電主軸是一套組件,它包括電主軸本身及其附件:電主軸、高頻變頻裝置、油霧潤滑器、冷卻裝置(水冷油冷)、內置編碼器、換刀裝置等等。
2.2、數控機床主軸在采用變頻驅動時,對變頻器有如下幾方面的技術要求:
1) 穩速精度:指主軸運轉穩定運行時的轉速波動誤差,一般開環控制要求在3%以內,閉環控制要求在0.3%以內。
2) 急加/減速:為了提高工作效率,要求變頻器的加減速時間盡量短,一般要求在3~5秒完成。
3) 避免超調現象:變頻器從一個速度變化到另一個速度時的震蕩指標,一般要求超調量越小越好。
4) 低速重切削要求:在加工一些工件時需要變頻器低頻大轉矩輸出,低速重切削是衡量變頻器是否適合在數控機床主軸應用的最重要的指標。
5)高可靠性:由于機床加工材料的特殊性,現場金屬粉塵、油污、潮濕等惡劣環境,需要變頻器更高的防護等級;
6)高速閉環矢量及定位:某些主軸設備需要幾萬轉速度,做閉環矢量控制,實現定位控制功能,機床剛性攻絲工藝要求主軸做定位控制,0速力矩保持進刀。
3剛性攻絲工藝參考品牌及對比
031、機床高速主軸做剛性攻絲,變頻器可選品牌
目前,國產變頻器能夠滿足主軸做剛性攻絲的不多,庫馬克ES850系列驅動器可以滿足行業需求,我司產品從調試性能指標來看占優勢;
2、攻絲數據對比
庫馬克變頻器可攻M3~M10的螺孔,最高可攻到M10螺孔;某國產主流產品最高只能攻到M8螺孔,攻絲時存在抖動現象。
3、性能對比
從加工螺孔型號數據對比來看,庫馬克變頻器擁有更高的低頻力矩,更高的穩速精度。
4ES850系列機床主軸行業應用關鍵點
04
1、機床主軸高速3萬轉,滿足閉環矢量控制;
2、精準的定位控制功能,保證主軸進刀口位置一致;
3、需要攻絲時,穩速精度高(ES850閉環速度精度±0.01%)、加減速響應時間快(3秒甚至更低的加減速時間)、低速切削力矩大(最高可攻M10螺孔);
4、變頻器配合機床數控系統工作,包括接收和反饋系統速度脈沖信號,端子啟停控制等等;
5、使機床實現一機多用,既要實現高速和中速雕銑、打磨、鉆孔,也要實現低速剛性攻絲;
6、ES850系列變頻器電氣密閉結構,更好的適應現場惡劣環境;
5調試過程
1、閉環矢量控制參數設置及調試過程
1)、設置63組電機銘牌參數,關鍵參數P63.03(電機額定轉速)、P63.04(電機額定頻率),63組電機其他參數也要設置正確,設置P63.06為2,按啟動按鍵做電機參數靜止自學習。
2)、在V/F模式啟動變頻器做試運行,可以將3萬轉給定最高轉速設置低一些,比如設置為3000轉,觀察變頻器運行狀況及鍵盤顯示參數,包括運行空載電流、輸出電壓、電機磁通等等,通過換算實際運行頻率和輸出電壓的比值,對比理論運行頻率和輸出電壓比值,微調P62.01空載電流,再次操作63組電機參數靜止自學習,重復上面的觀察運行數據過程,直到實際運行頻率和輸出電壓比值與理論值接近。此時可以在V/F模式實驗更高的電機轉速,測試控制效果。
3)、將編碼器信號線(8根信號線)正確接入PG卡端子,設置P63.07為1(閉環矢量控制模式),設置P61.00編碼器每轉脈沖數,試運行閉環矢量控制可否轉起來。如果運行不起來,鍵盤顯示報24號速度反饋故障,則設置P61.02為1改變編碼器相位。一般情況,再次試運行,電機可以正常旋轉起來,閉環矢量控制調試成功。如果還是運行不起來,檢查編碼器信號線接入PG卡是否正確,這點很關鍵。
4)、觀察閉環矢量控制運行狀態,測試速度3000轉以上時,鍵盤速度顯示情況。由于主軸速度快,存在很高的轉動慣量,如果23組參數速度環比例增益不夠大,積分時間不夠短,電機速度會出現明顯的波動,此時增大P23.00,減小P23.01,直到運行速度穩定為止。包括P23.02電流環比例增益需要相應增大,P40.07位置環比例增益適當增大。大家理解矢量控制模型,簡單來說,閉環矢量控制時,速度波動大,需要補償量增大,補償響應時間更快,那么速度會進入穩定狀態。
2、調試定位控制功能
設置P40.00為1伺服控制使能,仿真端子DI5使能(P40.01位置控制使能信號)、將主軸用紅筆做好標記,觀察主軸定位是否固定在一個位置,P40.42(DI4功能)強制定位使能,此功能在A螺紋孔完成后,主軸出刀后系統控制做強制定位使能,進入B螺紋口進刀做第二個攻絲過程,后續以此重復。主軸出刀強制定位的目的是,保證每次進刀刀口位置是一樣的。
3、結合系統做剛性攻絲
將系統信號線正確接入變頻器控制端子(啟停正反轉及繼電器輸出信號),系統速度脈沖信號接入PG卡(4根線),PG卡(6根線)反饋當前運行速度脈沖信號給系統。


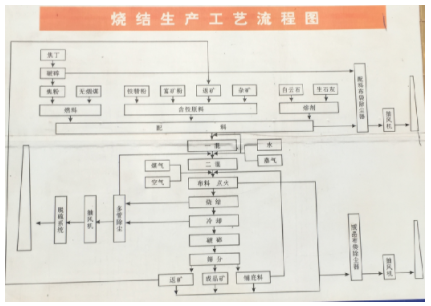
描述剛性攻絲生產過程:
主軸加工螺紋孔前,做定位控制,P14.31設置RO1繼電器輸出定位完成信號給系統,此時主軸刀口0速力矩保持,以相同的位置進刀,系統給出相應的脈沖速度,主軸提速做攻絲環節,當螺紋深度達到,系統停車,反向運行回刀,當刀口離開螺紋孔,再次做強制定位使能,進入第二個螺紋孔攻絲流程。此過程中,攻絲和回刀要求速度精度非常高,保證螺紋絲在回刀時不會弄壞,不過攻絲和回刀過程,僅僅是系統給定變頻器信號,變頻器做執行機構。
分別做M3~M10不同型號螺紋孔攻絲,觀察變頻器輸出電流及主軸運行情況。

6、系統接線和參數設置
1)系統接線
|
|
|||
| 控制信號接線 | DI1 | 正轉啟停 | 線號10 |
| DI2 | 反轉啟停 | 線號12 | |
| DI4 | 定位使能 | 線號2 | |
| DI5 | 位置使能 | 線號9 | |
| COM | 公共端 | 線號11 | |
| RO1.NO | 定位完成輸出,常開 | 線號110 | |
| RO1.CM | 定位完成輸出,公共 | 線號9 | |
| RO2.NC | 故障輸出,常閉 | 線號19 | |
| RO2.CM | 故障輸出,公共 | 線號20 | |
| 編碼器接線 | +5V | 編碼器電源 | 棕色或咖啡色 |
| COM | 編碼器地 | 白色 | |
| A+/A- | A相脈沖差分輸出 | 灰色/粉紅色 | |
| B+/B- | B相脈沖差分輸出 | 藍色/紅色 | |
| Z+/Z- | Z相脈沖差分輸出 | 綠色/黃色 | |
| 數控系統接線 | PA+/PA- | 系統脈沖A相差分信號 | 粉紅(紅/黑) |
| PB+/PB- | 系統脈沖B相差分信號 | 黃色(紅/黑) | |
| AO+/AO- | 位置回送A信號 | 橙色(紅/黑) | |
| BO+/BO- | 位置回送B信號 | 灰色(紅/黑) | |
| ZO+/ZO- | 位置回送Z信號 | 白色(紅/黑) | |
| 動力線 | R/S/T | 交流三相380V輸入 | 首次通電務必檢查接線,否則會引起永久性損壞。 |
| U/V/W | 驅動器輸出至電機 | ||
| PB/+ | 制動電阻 | ||
| 地線 | 驅動器接地線 |
| 參數類別 | 參數地址 | 參數內容 | 設定值 |
| 電機額定參數(需先設定) | 63.00 | 電機額定功率 | 7.5 KW |
| 63.01 | 電機額定電壓 | 380V | |
| 63.02 | 電機額定電流 | 16A | |
| 63.04 | 電機額定頻率 | 500 Hz | |
| 63.03 | 電機額定轉速 | 14703 rpm | |
| 63.07 | 驅動方式 | 矢量,【1】 | |
| 電機辨識參數 | 62.01 | 電機空載電流 | 4.9A |
| 62.02 | 電機定子電阻 | 0.633Ω | |
| 62.03 | 電機轉子電阻 | 0.285Ω | |
| 62.04 | 電機定子電感 | 14.2mH | |
| 62.05 | 電機漏感系數 | 9.9% | |
| 編碼器參數 | 61.00 | 編碼器分辨率 | 1024 |
| 61.02 | 編碼器相位 | 反相,【1】 | |
| 驅動控制參數 | 60.07 | 過壓失速選擇 | 禁止,【0】 |
| 60.17 | 速度控制切換水平 | 30000rpm | |
| 20.00 | 最大速度 | 30000rpm | |
| 20.01 | 最小速度 | -30000rpm | |
| 位置速度控制 | 23.00 | 速度環比例增益 | 10.00 |
| 23.01 | 速度環積分時間 | 60ms | |
| 23.02 | 電流環比例增益 | 2.00 | |
| 40.07 | 位置環比例增益 | 60Hz | |
| 速度給定 | 22.00 | 加速時間1 | 2.00s |
| 22.01 | 減速時間1 | 2.00s | |
| 21.00 | 速度給定1 | 脈沖給定速度,P.02.17 | |
| 21.02 | 速度給定運算類型 | 取絕對值,【6】 | |
| 伺服控制 | 40.00 | 位置控制模式 | 伺服控制,【1】 |
| 40.01 | 位置控制使能信號 | DI5,P.02.00.04 | |
| 40.42 | 強制定位信號 | DI4,P.02.00.03 | |
| 40.05 | 定位速度 | 300rpm | |
| 14.31 | RO1繼電器信號源 | 定位完成,P.06.07.01 |
3)現場應用圖片

2、做閉環矢量控制環節時,一定要注意PG卡與編碼器型號匹配,調測時,編碼器信號線要正確接入到PG卡。
3、機床手動正反轉通過端子實現,剛性攻絲進刀正轉和出刀反轉是通過數控系統給過來的正負脈沖信號進行控制。
庫馬克ES850系列驅動器在多功能新型機床上成功應用,用戶對加工效果滿意,且接線簡單,需要調試參數較少,便于推廣應用。
| *登錄名: |
|
| *圖片驗證碼: |
|